作者简介:本文实验与数据分析由爱比速天线资深工艺工程师林天富、刘忠辉主导完成。其所在团队由拥有超过20年终端行业经验的天线专家领衔,致力于为客户提供经过实证的可靠性解决方案。
本文通过实验研究FPC天线焊接中焊盘脱落问题,发现关键在于基材铜箔类型与焊接温度。实验对比电解铜(ED)与压延铜(RA)在320°C、340°C、350°C下的焊接拉力性能。数据显示压延铜在所有温度下均表现稳定、附着力强且无焊盘脱落,尤其以350°C组合为最优。电解铜则数据波动大,易发生脱落。结论指出,选用压延铜基材并控制焊接温度在340°C–350°C,可从根本上提升焊接可靠性,建议在产品设计阶段明确采用压延铜。
在智能硬件制造中,为FPC天线焊接同轴线缆是常见的工艺。然而,一个令人头疼的问题时常发生:在线缆理线或后续组装中,FPC上的焊盘连同铜箔一起从柔性的聚酰亚胺(PI)基材上脱落。这不仅导致产品直接报废,更暗藏着长期可靠性风险,引发客户投诉。是材料缺陷,还是工艺失当?为此,我们进行了一次专项实验,用数据寻找答案。
我们假设焊盘附着力主要受 “基材铜箔类型” 与 “焊接温度” 两大因素影响。
a.材料变量:业界常用的两种PI基材FPC——电解铜(ED) 与 压延铜(RA)。
b.工艺变量:三个焊接温度点——320°C, 340°C, 350°C。
 (爱比速终端天线产线校准烙铁头温度图片)
(爱比速终端天线产线校准烙铁头温度图片)
采用全因子实验设计,共6组组合。每组焊接5个样品,由同一熟练操作员使用相同焊料完成。核心评估方式为:将焊接后的组件固定,使用拉力计以恒定速度垂直拉扯线缆,直至失效,记录最大拉力值(单位:牛顿,N)并观察失效模式。
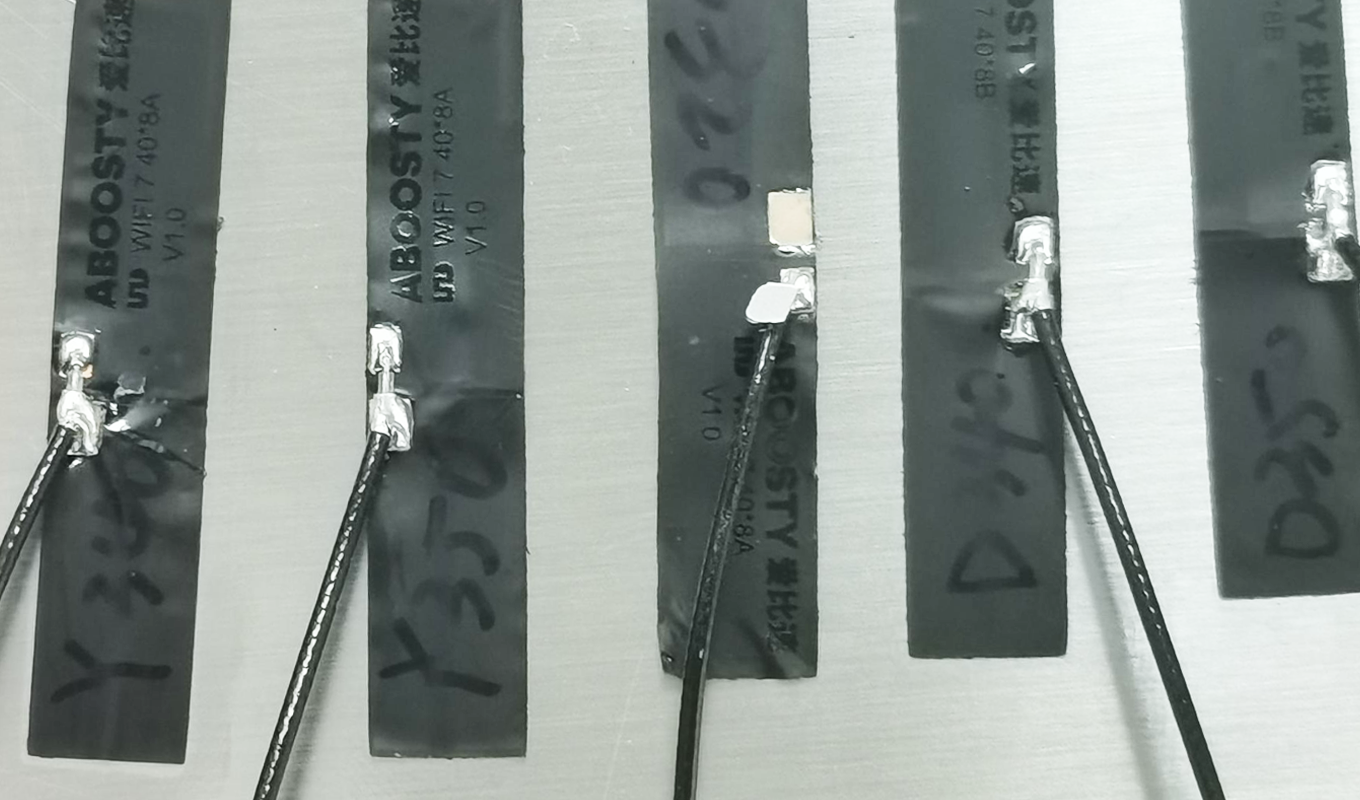
 (采用不同温度焊接的电解铜(ED) 与 压延铜(RA)FPC天线实验样品)
(采用不同温度焊接的电解铜(ED) 与 压延铜(RA)FPC天线实验样品)
拉力测试数据清晰地描绘出两种材料在工艺稳定性上的巨大鸿沟。
| 材料类型 | 焊接温度 |
平均拉力 (N) |
数据波动性(标准差) | 焊盘脱落发生次数 |
| 电解铜(ED) |
320°C |
7.52 | 较大(3.82) | 3次 |
|
|
340°C |
7.92 | 大(2.78) | 2次 |
|
|
350°C |
8.88 | 中等(1.41) | 1次 |
|
压延铜(RA) |
320°C |
8.48 | 小(1.41) | 0次 |
|
|
340°C |
8.66 | 极小(0.66) | 0次 |
|
|
350°C |
8.88 | 极稳定(0.66) | 0次 |
 (FPC天线焊接后拉拔力实验场景图)
(FPC天线焊接后拉拔力实验场景图)
上表最显著的对比在于数据波动性(标准差)。压延铜在所有温度下的数据都非常集中,尤其在340°C和350°C时表现出极致的稳定性。这意味着在生产中,使用压延铜FPC的焊接结果高度一致、可预测。
反观电解铜,数据离散度大,表明其工艺窗口窄,对焊接温度等条件极为敏感,极易产生“时好时坏”的不稳定结果,这正是客户反馈中“有的脱落,有的没问题”现象的根本原因。
1.温度的正向影响:对两种材料,适当提高温度均有助于提升平均附着力。
2.材料的本质差异:即使在较低温度(320°C)下,压延铜的平均拉力(8.48N)已优于电解铜在最佳温度下的表现(350°C时8.88N),且全程未发生一次焊盘脱落。
3.最佳组合:压延铜基材 + 350°C焊接温度。此组合实现了最高的平均拉力与近乎完美的工艺稳定性(标准差仅0.60),是可靠性要求高的场景下的不二之选。
拉力测试后的显微观察进一步印证了数据:
●电解铜样品:失效模式多为焊盘整体从基材上脆性剥离。电解铜本身晶粒结构疏松、延展性较差,在焊接热应力作用下,结合力薄弱的界面更容易发生整体失效。
●压延铜样品:失效模式主要为焊点本身的拉断或线缆断裂,说明其铜箔与基材的结合力远强于焊点强度。压延铜致密的晶粒结构和优良的延展性,能更好地承受焊接热冲击和机械应力。
(经历过拉拔力测试的,焊接了同轴线的FPC天线样品)
本次实验明确回答了开篇的问题:材料选择是主导因素,工艺温度是关键杠杆。
1.核心结论:为杜绝FPC天线焊接焊盘脱落,首要举措是将基材从电解铜更换为压延铜。此举能大幅拓宽工艺窗口,从根本上提升焊接的一致性和可靠性。
2.工艺建议:对于采用压延铜的FPC,推荐将焊接温度设定在340°C - 350°C区间,并进行严格控制与点检。
3.给硬件开发者的建议:在产品设计与物料选型阶段,强烈建议将对焊接可靠性有要求的FPC天线(如需要焊接IPEX线缆、导线等)的基材明确规定为“压延铜”。这虽会带来小幅成本上升,但能避免后期巨大的返工、报废及质量风险,是保障产品口碑与长期效益的关键决策。
通过这次数据驱动的实验,我们不仅解决了一个具体的工艺问题,更再次验证了一个朴素的工程真理:在精密制造中,面向可靠性设计(DFR)的源头把控,远比事后补救更为经济、有效。





1、提交成功后,产品文档的下载链接将即刻发送至您填写的邮箱。
2、您也可通过网站右侧的微信(或手机13924678201)联系我们,客服人员将为您直接发送文档,并可为您对接专属技术支持工程师。










